Evaporador de ar forçado de baixo perfil

Mi-GS²
946 a 12.600 Kcal/h
1.100 a 14.651 Watts
Evaporador de ar forçado de médio perfil
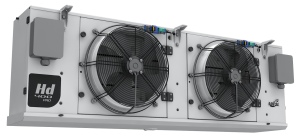
Hd/Hdl 400 Pro
1.906 a 35.376 Kcal/h
2.216 a 41.135 Watts
Evaporador de ar forçado de médio/alto perfil

Hd 450
3.329 a 58.037 Kcal/h
3.871 a 67.485 Watts

Hd 500
4.864 a 74.954 Kcal/h
5.656 a 87.156 Watts
Evaporador de ar forçado de alto perfil

Evi
6.757 a 148.620 Kcal/h
7.857 a 172.814 Watts
Evaporador de ar forçado de baixa velocidade

Bv 250
856 a 10.498 Kcal/h
995 a 12.207 Watts

Bvh 300
4.630 a 37.800 Kcal/h
5.384 a 43.953 Watts
Evaporador de ar forçado de teto

Ft
856 a 10.498 Kcal/h
995 a 12.207 Watts
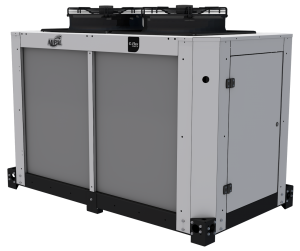
Condensadores Remotos

Cdr
28.669 a 432.293 Kcal/h
33.336 a 502.666 Watts

Vmax
34.818 a 538.650 Kcal/h
40.486 a 626.337 Watts

Mini Cdr
48.600 a 90.913 Kcal/h
56.512 a 105.713 Watts
Evaporador de ar forçado de congelamento rápido

Bne 450
4.164 a 29.771 Kcal/h
4.842 a 34.617 Watts

Bne 630
15.682 a 103.788 Kcal/h
18.235 a 120.684 Watts
Central de Frio

C-Flex
28.690 a 195.889 Kcal/h
33.360 a 227.778 Watts
Mini C-Flex
14.730 a 49.092 Kcal/h
17.128 a 57.084 Watts
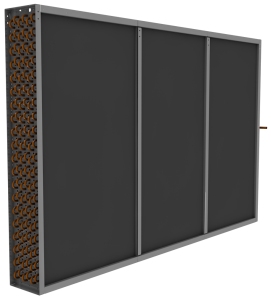
Serpentinas aletadas